We use a currently won oven project for the production of rock/stone wool as an opportunity to describe the design process for a curing oven.
In the case of curing ovens for glass or stone wool, a clear trend can be seen in recent years. It is not just the market leaders that produce more than 200 different products with one curing oven. The products are ranging from white wool and low-density roll materials to thin, high-density boards. Due to this large number of product variants suppliers like Münstermann are presented with completely new challenges in the design of ovens. We have to guarantee that the oven works for all specified products.
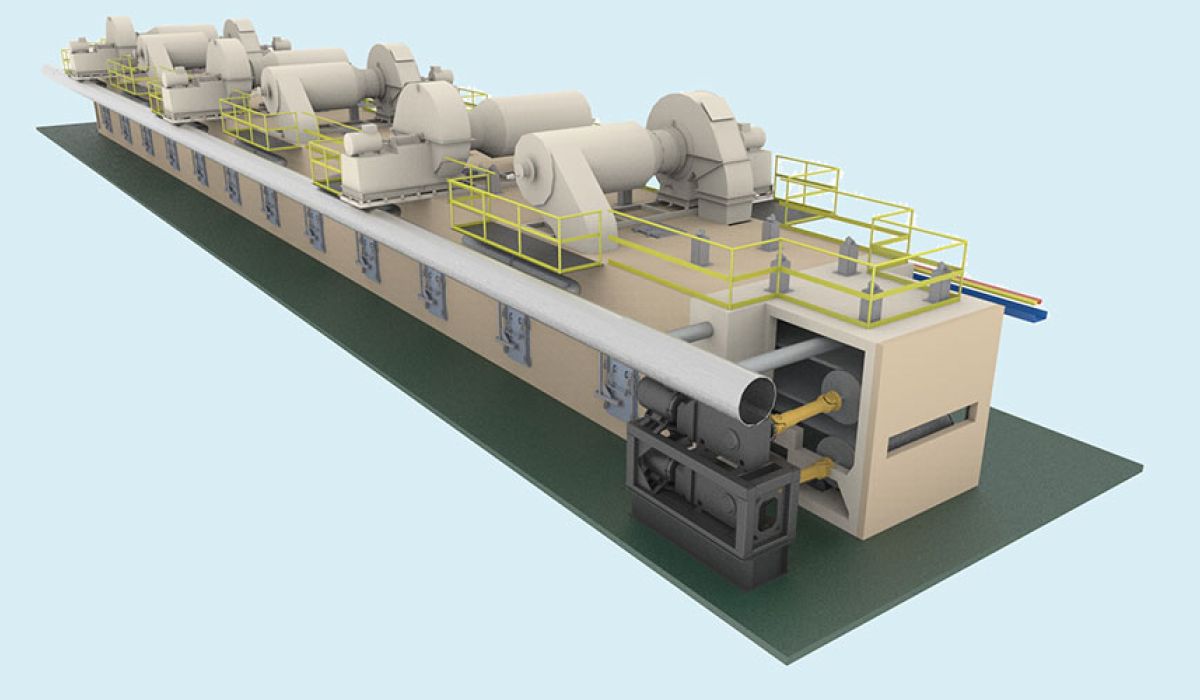
The Curing Oven: important component in the production of mineral wool
For the production of mineral wool, the curing oven has an important influence on the quality of the final product. Within the oven, the polymerization (curing) of the binder takes place.. The fleece, coming from the forming section, is transported between two perforated steel conveyors. One conveyor is moveable in the height. Thus, the distance between the conveyor belts can be varied and mineral wool plates of different thickness and density can be produced.
Curing process and air pollution control
The polymerization takes place by heating up the fleece to 180 – 240 °C. Hot air, is circulated continuously through the fiber fleece. Normally, a curing oven has several heating zones with which different temperature profiles can be run in the oven. Depending on the type of binder, the fleece also gets its typical color in the oven.
From the curing oven a defined volume of exhaust gas is sucked of. Depending on the environmental standards applicable at the geographical place of theinstallation site, those exhaust gases must be cleaned in wet scrubbers or optionally an incineration plant. Leaving the curing oven the cured mineral wool fleece – now often called mineral mat - is carried to a cooling zone. In this area ambient air is sucked through the product and cools down the mineral wool mat to ambient temperature.
Determination of oven length
To define the ovenlength, a reference product chartis defined, which, contains for example specific parameters such as capacity in kg/h, grammage in kg/m², density in kg/m³ and product thickness in mm. At Münstermann, a Sankey diagram is then created, which shows the material flow of the curing process. Both documents together contain all relevant data that have an influence on the curing process.
Based on that, Münstermann uses a simulation tool to design an oven setup and a good curing process for each of the reference products. The reference list contains at least one product, which is critical in terms of curing. Therefore, this defines the oven length.
In addition, the simulations are based on flow measurements made with on some of the reference products on a mineral wool test stand specially developed by Münstermann.
Number of curing oven zones
Theoretically, an oven setup with only one process zone (one temperature, one pressure) is possible. The result would be a very long curing oven, compared to other oven designs with more than one zone.
Amongst others, the reason for that can be seen in the temperature range, which the binder is able to resist until it loses its mechanical properties. This range used to be higher for phenolic binders. For the new green binder generation (formaldehyde-free, mostly sugar-based binder), the maximum temperature is now lowered to approx. 250 °C.
If we think of a curing oven with only one zone, the 250 °C defines the maximum temperature in the oven. Should the fleece temperature rise above this value, mechanical properties of the binder or final product will be decreased.
As long as water evaporates from the non-cured fleece, the temperature of the circulating air temperature can be considerably higher. Therefore, a subdivision into at least 2 zones makes sense. Heat transfer can be increased in the first zone and oven length can be shortened.
However, the duration of the water evaporation phase varies from product to product, as the duration depends on product properties such as density and grammage and other conditions. This fact is shifting the position for the temperature increase in the curing oven depending on the product. Simulations have shown that a curing oven should be divided into at least 3 zones.
Meaning of the differential pressure across the product
Another influencing factor for heat transfer is the differential pressure (Δp) across the product. A high value means a large volume flow of recirculated air through the product. The permissible Δp increases depending on the degree of curing of the product. This results in a lower Δp in the first oven zone than at the oven outlet. Permissible Δp means that above this specific differential pressure, the product surface is distorted or compressed.
If we only have one process zone, the permissible Δp at the oven inlet must be assumed as the maximum value for the entire oven. Additional zones offer the possibility to increase Δp and thus the heat transfer in a selected area of the oven. Consequently, the oven length can be shortened with an additional pressure zone. Again, simulations have shown that a curing oven should be divided into at least 3 zones.