When looking at the heading one asks oneself arbitrarily what are ingots and how are they produced? In this case ingots are metal bars, mostly out of light or non-ferrous metals such as brass, copper, aluminium or zinc.
The metal is cast into bars so that they can be sent, for example, very easily to smaller foundries. The ingots reach a temperature of maximum 400°C. Normally the ingots weigh approx. 15 kilogrammes and are produced with a cycle time of 5 seconds.
Operation of the plant
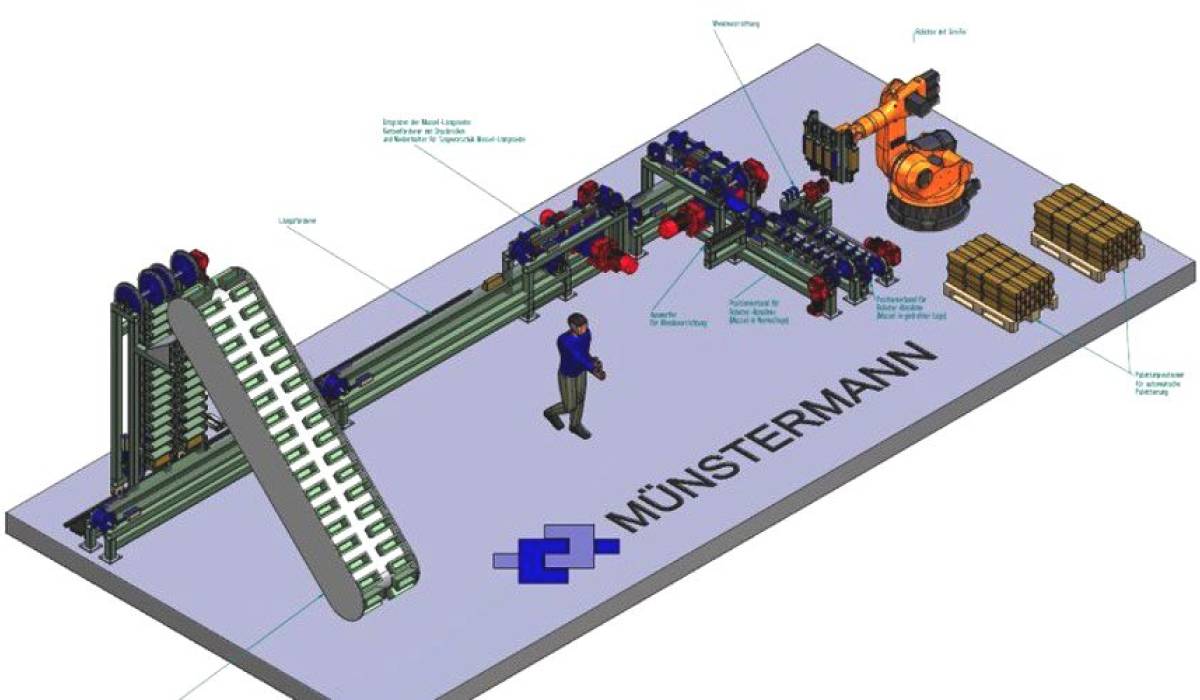
The heart of the unit designed and developed by Münstermann is an automatic burr processing unit for the ingots. Further functions of the unit are the removal of the ingots from the dies and/or from the casting moulds and the placing of the ingots onto pallets after the deburring. (See the illustration on the right).
The ingots are cast into moulds on a moving belt and are carried upwards. The ingots fall onto a slide and are transferred to the lifting device and are then transported downwards. At the level of the linear feeder the ingots are handed over by pneumatic cylinders onto the linear feeder. On the linear feeder the filling level of the ingots is checked optically (scrap is pushed into a collecting bin by means of a pneumatic cylinder).
Automatic deburring
In the deburring section for the ingots long-side the ingots are passed through the section on a sliding plate. The pushing unit consists of a chain conveyor to which pushing plates are fixed. The deburring section consists of two saws which remove the burrs on the long-side of the ingots with saw blades. The ingot is held in place laterally by guide rails. A lifting of the ingot is prevented by a spring-loaded pressure rail fitted above it.
Palletising the ingots
After the deburring the ingots move onto a positioning conveyor belt. Here every second ingot is moved into a turning device by means of a pneumatic cylinder. The turning device turns the ingot through 180° and deposits it on a second positioning conveyor belt. The positioning belts are equipped with stoppers (guided pneumatic cylinders with attachment) which hold the ingots in place. The conveyor belt runs continually under the ingots. Having been positioned the ingots are placed on the pallet already positioned for them by a 6-axis robot with a gripper. The gripper consists of a pneumatically driven gripping element which is able to grasp several ingots at one time. As well as that there are gripping elements fitted to the side of the gripper in order to take hold of individual ingots to fill up gaps in the stacked pallet if they occur.